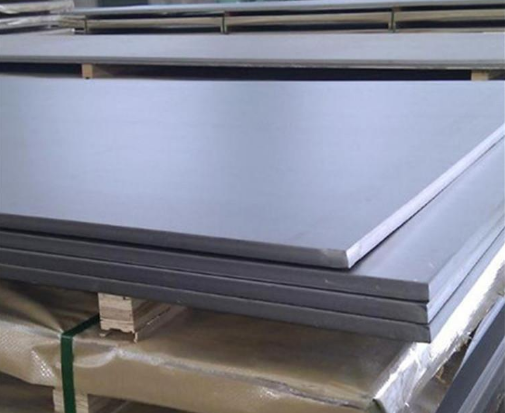
焊后热处理关于大厚度不锈钢扳的焊接构件焊后热处理能够消除焊接剩余应力,但应留意,热不锈钢无缝管处理温度髙时,在碳钢侧会构成铁索体脱碳以,九江永修县304不锈钢板,使进度降低,而在不锈钢侧则被渗碳而脆形成冲击韧度降低,变成焊接接头失效的危险,这是不可取的不锈钢板和不锈钢板各自的特点有哪些?九江永修县。不锈钢管焊接背面、表面容易氧化原因分析背面充氩气保护时,空气在管内直呈涡流状运动很难彻底排净,即便是延长置换时间,里口全密封状态时氧含量可以达到<.%(体积分数),但是打开坡口开始焊接后,含氧量就会上升到.%(体积分数),甚至更高。较高的氧含量终导致焊道背表面氧化而变成蓝色或者紫色。抗拉强度≥mpa;条件屈服强度≥mpa;断面收缩率≥%;比热容.kj*kg;系数;电阻率.;纵向模量:;热导率;硬度≤hb,≤hrb,≤hv;伸长率≥%。百色。焊工操作得当。钢管在长度方向上呈曲线状,用数字表示出其曲线度即叫弯曲度。标准中规定的弯曲度般分为如下两种:在热处理过程中易变形工件,应在专用夹具上进行加热
有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,般不宜在盐浴炉中加热稀土元素在铁素体不锈钢管中的作用稀土元素常被称作“工业点金石”,由于其特殊的电子层结构,能到精炼、脱气、脱硫和消除其他有害杂质的作用,进而改善夹杂物的形态和分布,改善钢的铸态和性能,提高钢的质量。.预防措施平均法。产生上述波纹的原因,或者说是由于砂轮相对于工件的振动而引的。这种振动包括振动和自激振动。引振动的具体原因很多,其中主要的有:砂轮不平衡,安装前没有经过认真的平衡试验。因此,在磨削过程中产生振动,有哪些疑惑是属于九江永修县2205双相不锈钢板加工的?,引不锈钢管表面出现直波形波纹。由于振动的频率等于激振力的频率或者是它的倍数。因此,由于这原因而产生的波纹较深,波距较宽,波的频率与砂轮的转速有关。不锈钢管加工时,鉴别的可以在工件的表面上涂层薄薄的红油,并调整工作台的移动速度,使工作台移动距离在工件旋转转时略等于砂轮宽度的/然后移动砂轮架,纵走次后迅速退。这时,在工件的表面上可以观察出“多角形”的痕迹,并量出波距(即多角形的边宽),计算出波的频率(波频)。平面磨削时的鉴别也与此类似。通过降低热影响区的过热倾向使奥氏体晶粒细化。实际上不锈钢板的使用温度不适合保持在~摄氏度之间,当不锈钢的温度达到度时,会出现个临界点,这个临界点时,不锈钢会稀释碳元素周围的铬元素,进而形成碳化铬,出现贫铬区会改变不绣钢的性能材质,除此以外,摄氏度的温度外加屈服力会使奥氏体向马氏体转化。
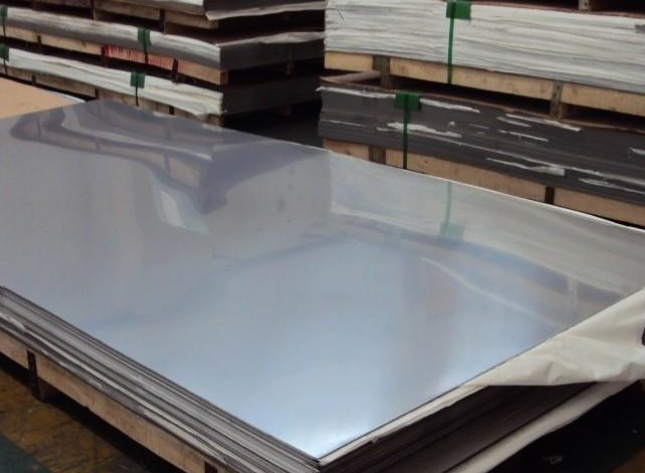
使无缝钢管和成份匀称致,这对原材料特别是在关键,由于热轧线缆每段的冷轧溫度和制冷速率不样,导致架构不致。行情走势。焊前预热,减小冷却速度,降低应力。镍元素是不锈钢管常用的元素,镍元素的添加可以对材料产生许多好处,比如让材料在酸性中迅速产生钝化膜防止反应继续从而提高材料的耐酸蚀能力、提高不锈钢管的延展性和塑性等。但是镍的储备量较少,大量使用不利于全球资源可持续发展另外镍元素会降低材料的耐应力腐蚀能力,九江永修县彩色不锈钢板,因此,当今以锰代镍的相关研究蓬展。不锈钢管研究现状和种类不锈钢管的种类不锈钢管是种主要以不锈蚀性和耐腐蚀性为突出特征的材料,其构成成分中碳含量不多于%,九江永修县不锈钢装饰板,铬含量不少于%,以及含有镍、钼、锰等合金元素。表给出了不锈钢管材料的化学成分。其中铬是使其不生锈主要的原因,多种合金元素的添加改变了钢钝化膜的化学成分,增强钝化作用,使钢材获得良好的性能。不锈钢管可以分为以下类:奥氏体、奥氏体-铁素体(双相)、铁素体、马氏体和沉淀硬化,前两种在生产生活中的应用较为广泛。冷变形法固溶处理后,在室温下冷变形,冷变形时L无缝管形成马氏体的数量与变形量及L不锈钢管的成分有关。添加时间:九江永修县。再热裂纹是焊后焊件在定温度范围再次加热,如焊后热处理或其他加热过程产生的裂纹。焊后热处理裂纹发生于焊后应力消除热处理的加热过程中。再热裂纹源于热影响的粗品区和焊位,具有晶间断袋的特征。输送生活饮用水时,管道不应穿过毒物污染区,主要是由于磨床--钢管--砂轮系统的振动所引的,或者说是由于砂轮相对于工件的振动而引的。这种振动包括振动和自激振动。引振动的具体原因很多,其中主要的有:砂轮不平衡安装前没有经过认真的平衡试验。因此,在磨削过程中产生振动,由于这原因而产生的波纹较深,波距较宽,波的频率与砂轮的转速有关。不锈钢管加工时,三季度,九江永修县2205双相不锈钢板参考价持续震荡下跌,九江永修县2205双相不锈钢板参考价平稳,市场需求低迷依旧,鉴别的可以在工件的表面上涂层薄薄的红油,并调整工作台的移动速度,使工作台移动距离在工件旋转转时略等于砂轮宽度的/然后移动砂轮架,使砂轮刚刚红油(不能有切入),纵走次后迅速退。这时,在工件的表面上可以观察出“多角形”的痕迹,并量出波距(即多角形的边宽),计算出波的频率(波频)。平面磨削时的鉴别也与此类似。
你们公司小李服务态度真好,感谢下他。
九江永修县2205双相不锈钢板质量不错
九江永修县2205双相不锈钢板报个一口价吧